Czyli jak system Softlab ERP by Asseco wspomaga moduł produkcyjny w zakresie kontroli jakości.
Potrzeba biznesowa
Przedsiębiorstwa produkcyjne często budują swoją przewagę konkurencyjną w oparciu o jakość dostarczanych produktów. By sprostać temu wyzwaniu muszą zwracać uwagę na wiele aspektów swojej działalności, na przykład odpowiedni park maszynowy, dobór dobrze wyszkolonej kadry o odpowiednim doświadczeniu zawodowym, zastosowane technologie produkcji. Niemniej błędy, niedoskonałość wpisane są w aspekt funkcjonowania każdego przedsiębiorstwa.
Jednym z aspektów pozwalających na zapewnienie wysokiej jakości produkowanych wyrobów jest kontrola jakości na każdym etapie produkcji. Ten element pozwala na wykluczenie z dalszej produkcji półproduktów wadliwych, niespełniających norm, a w przypadku wyrobów gotowych zabezpiecza przed dostarczeniem na rynek produktów niepełnowartościowych.
Aby kontrola jakości była sprawna i efektywna, system ERP powinien odpowiednio wspierać ten proces.
Ograniczenia na dziś – co chcemy usprawnić
System ERP powinien wspierać kontrolę jakości podczas całego procesu produkcji, także na stanowisku pracy, czyli gnieździe produkcyjnym, jak najbliżej miejsca świadczenia pracy.
Narzędzie wspomagające powinno:
- informować o momencie przeprowadzenia kontroli, czyli pojawiać się na ekranie operatora na właściwym etapie produkcji,
- informować o zakresie kontroli, czyli podpowiadać, co i jak ma być kontrolowane,
- pozwalać na zapisanie wyników kontroli.
Dla złożonych produktów powinna istnieć możliwość przeprowadzenia kontroli na każdym z etapów produkcji.
Ponieważ warunki pracy podczas kontroli jakości, która odbywa się na gniazdach produkcyjnych, mogą dalece odbiegać od idealnych (np. niska lub wysoka temperatura, zawilgocenie, używanie odzieży ochronnej przez pracowników), informatyczne narzędzie wspierające kontrolę jakości powinno być przede wszystkim proste w obsłudze i intuicyjne, aby maksymalnie skrócić czas potrzebny na wykonanie potrzebnych operacji po stronie systemu ERP. Uwzględniając wymagania, jakie są stawiane systemowi wspomagającemu proces kontroli jakości, wydaje się, że najlepszym rozwiązaniem jest wykorzystanie do tego celu paneli dotykowych.
Jak to usprawniliśmy
W systemie Softlab ERP by Asseco jest dostępna funkcjonalność obsługi produkcji przy użyciu paneli dotykowych. Idea tego rozwiązania opiera się na dostarczeniu prostego i wygodnego w użyciu interfejsu pracownikom produkcji.
Uzupełnieniem tej funkcjonalności wspierającym kontrolę jakości w systemie Softlab ERP są receptury list kontrolnych. Receptura listy kontrolnej to lista czynności, które ma wykonać operator w związku z uruchamianą bądź realizowaną produkcją. Receptury list kontrolnych dotyczą dwóch obszarów: realizacji produkcji oraz przezbrojeń.
Idea tego rozwiązania polega na możliwości zdefiniowania (w aplikacji WPF) kombinacji następujących po sobie, sekwencyjnych czynności, które musi wykonać operator. Tymi czynnościami mogą być:
- sprawdzenie – operator musi wykonać jakąś czynność związaną z kontrolą procesu produkcyjnego, a następnie potwierdzić jej wykonanie w systemie,
- odczyt wartości – operator musi zmierzyć lub odczytać jakąś wielkość związaną z wykonywaną operacją produkcyjną i wprowadzić jej wartość do systemu,
- wybór wartości – operator musi zweryfikować stan produkcji (np. maszyny produkcyjnej) i wprowadzić tę informację do systemu używając rozwijanej listy wartości (zaklasyfikować do jakiejś grupy lub kategorii).
Lista kontrolna produkcji generuje się automatycznie podczas rozliczenia produkcji w przypadku istnienia odpowiedniej receptury oraz spełnienia jednego z warunków:
- osiągnięcia zdefiniowanej ilości produktu,
- przekroczenia zdefiniowanego procentu odpadu.
Lista kontrolna przezbrojenia generuje się w momencie:
- rozpoczęcia przezbrojenia (o ile istnieje odpowiednia receptura).
Po zarejestrowaniu przez pracownika wymaganych przez listę kontrolną danych otrzymujemy informację, czy dany wyrób lub półprodukt spełnił kryteria, jakie zostały określone w recepturze kontrolnej. W ten sposób na dowolnym etapie produkcji można kontrolować jakość wytwarzanych produktów lub prawidłowość procesu produkcyjnego.
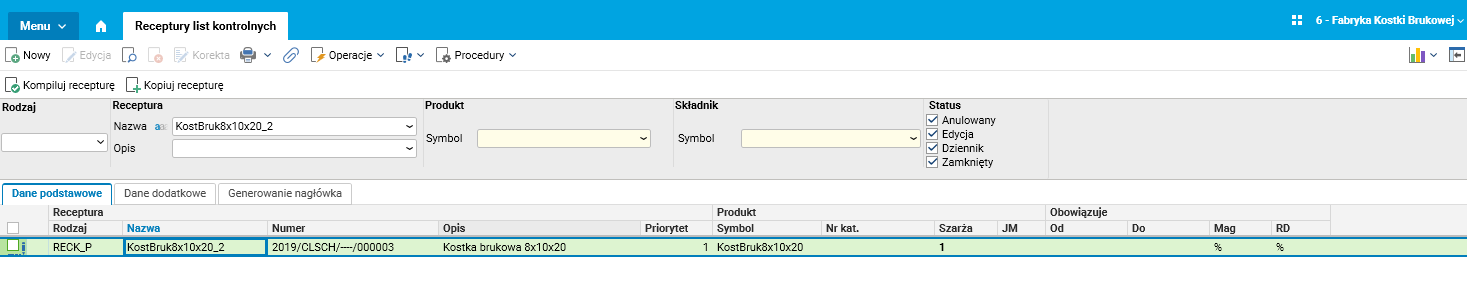
Rys. 1. Rejestr receptur list kontrolnych
Jakie biznesowe przypadki użycia może obsłużyć nasze rozwiązanie
W celu pokazania, jak działa funkcjonalność list kontrolnych produkcji, posłużymy się dwoma przykładami.
Przykład 1
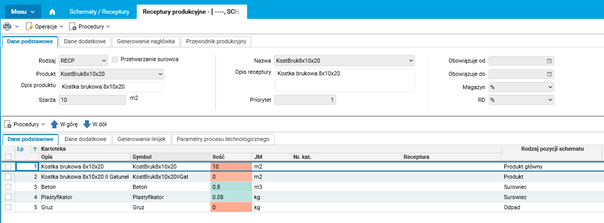
W przedsiębiorstwie produkcyjnym produkowana jest kostka brukowa o wymiarach: 8x10x20 cm. Receptura produkcji wyrobu gotowego wygląda następująco:
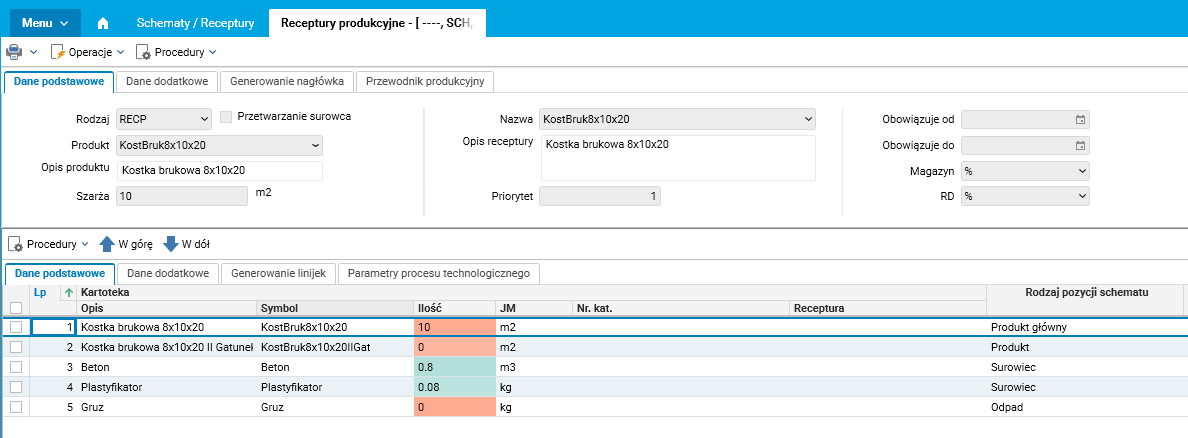
Rys. 2. Receptura produkcyjna przykładowego wyrobu gotowego
Dla wyrobu gotowego zdefiniowano dodatkowo recepturę kontrolną z listą kontrolnych czynności, które mają być wykonywane po wyprodukowaniu każdych 25 m2 wyrobu.
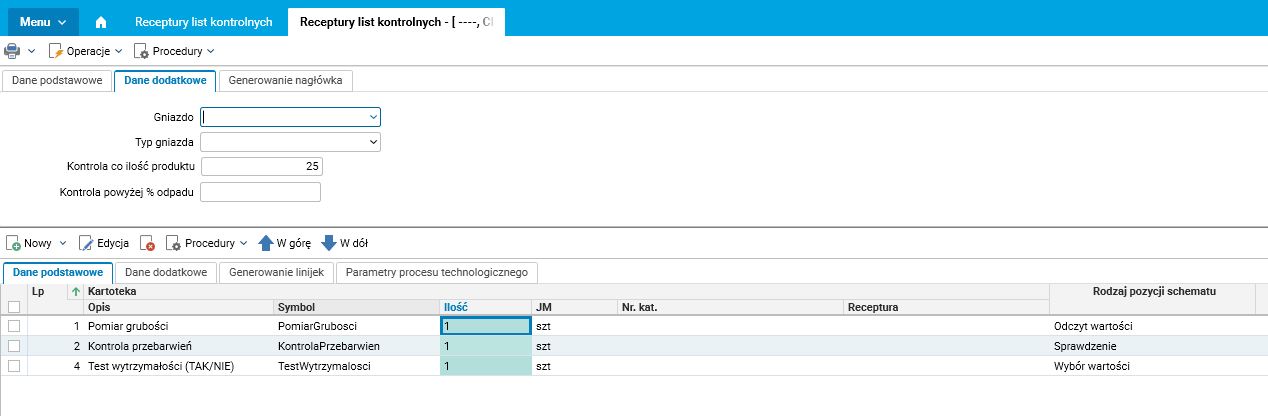
Rys. 3. Definicja receptury listy kontrolnej dla wyrobu kostka brukowa 8x10x20
Z definicji receptury kontrolnej wynika, że operator musi dokonać następujących kontroli parametrów wyrobu:
- Pomiar grubości;
- Kontrola przebarwień;
- Test wytrzymałości.
Receptury list kontrolnych są obsługiwane za pomocą paneli dotykowych. Po rozliczeniu produkcji na terminalu dotykowym i przekroczeniu założonej ilości produktu, w menu pojawia się opcja Listy kontrolne zlecenia (produkcyjnego).
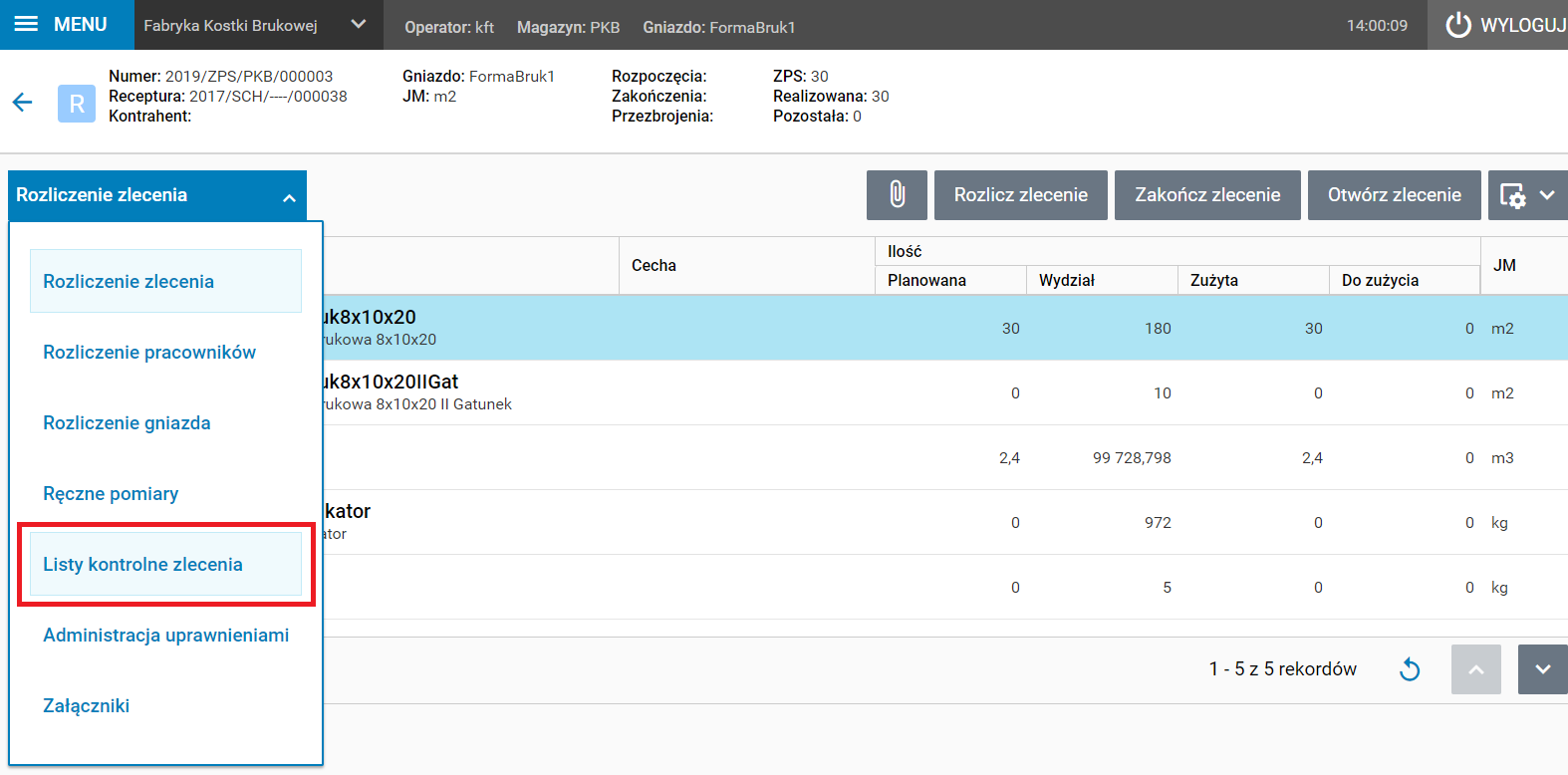
Rys. 4. Wybór list kontrolnych dla zlecenia produkcyjnego
Po wybraniu listy kontrolnej operatorowi wyświetlona zostaje lista czynności kontrolnych, które musi przeprowadzić w celu potwierdzenia jakości wyrobu. Na liście znajduje się informacja, jakie czynności i w jakiej kolejności powinien wykonać.
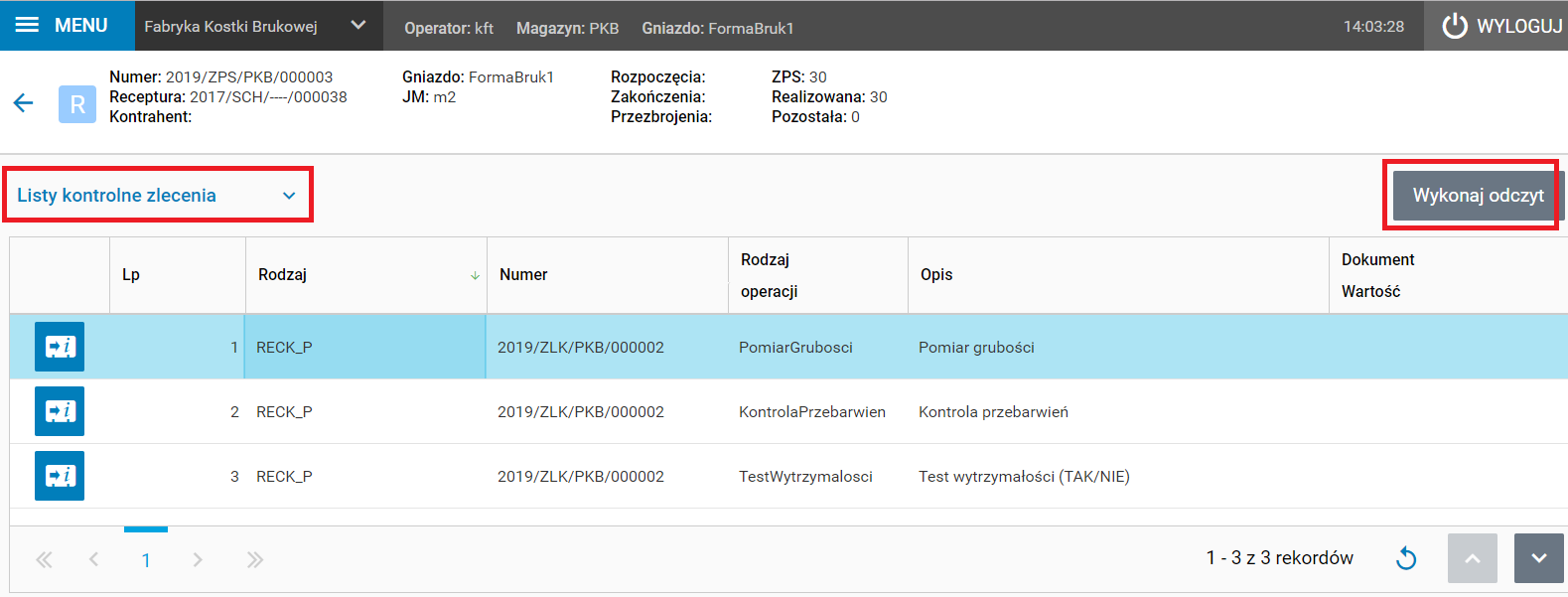
Rys. 5. Praca na listach kontrolnych zlecenia produkcyjnego
W zależności od rodzaju czynności na liście operator musi wprowadzić wartość (rys. 6), potwierdzić wykonanie czynności (rys. 7) lub wybrać dopuszczalną wartość z listy rozwijanej (rys. 8).
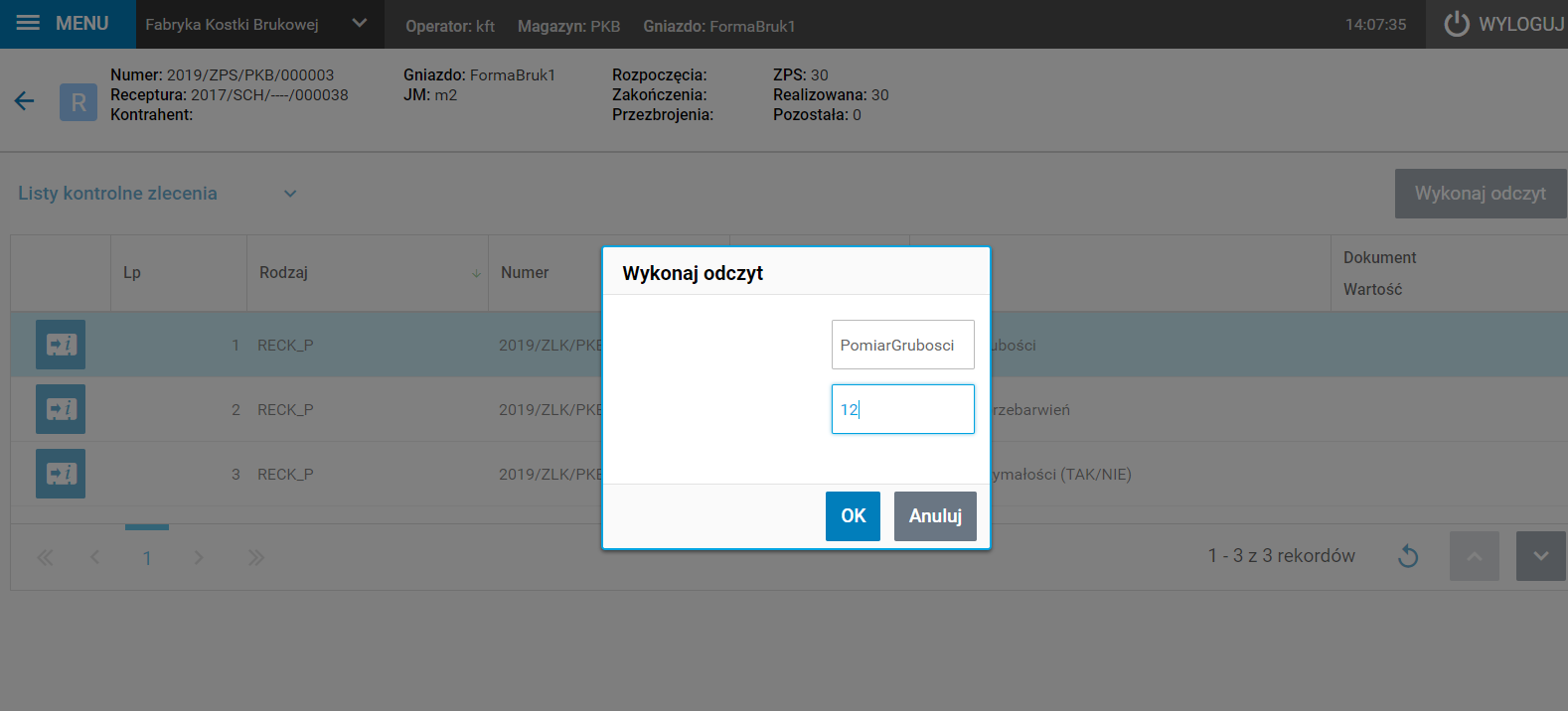
Rys. 6. Wprowadzanie wyniku pomiaru na liście kontrolnej zlecenia produkcyjnego
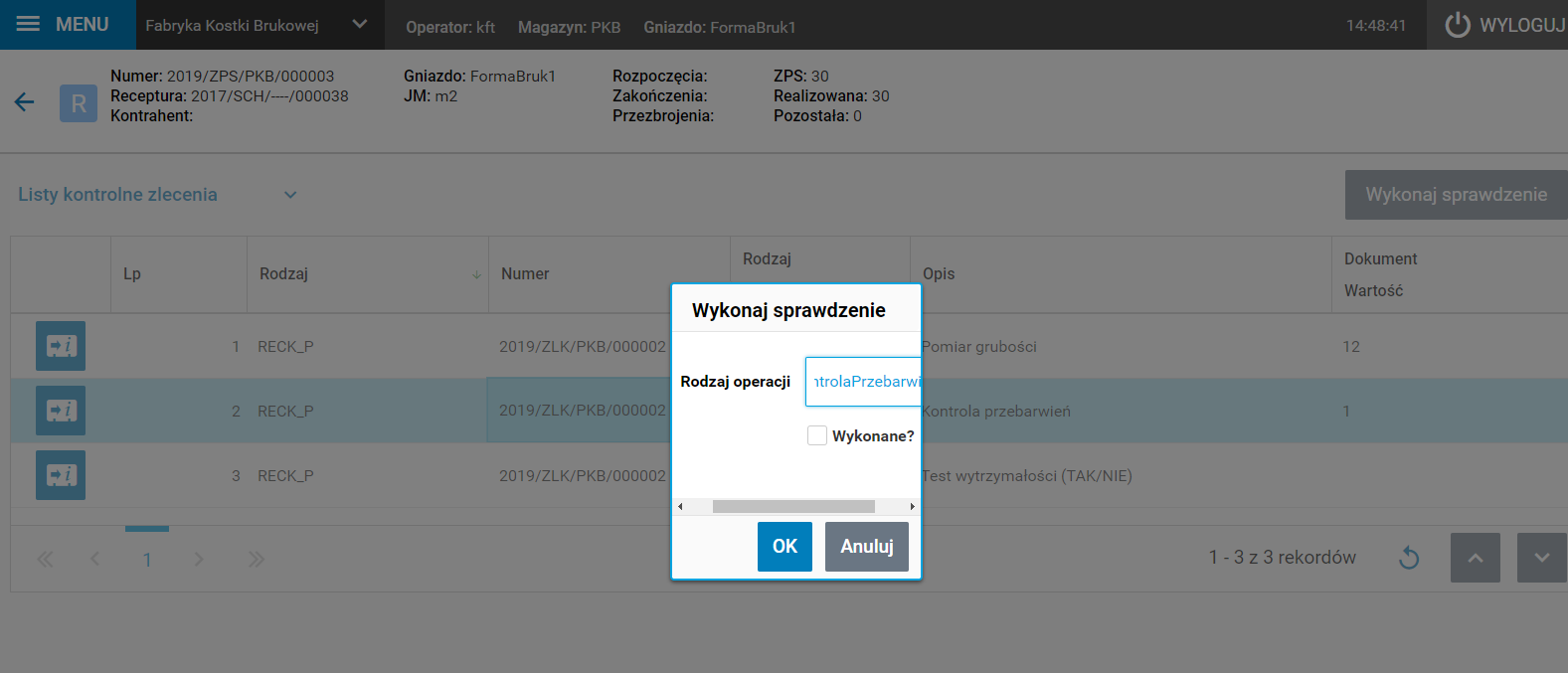
Rys. 7. Potwierdzenie wykonania operacji sprawdzenia na liście kontrolnej zlecenia produkcyjnego
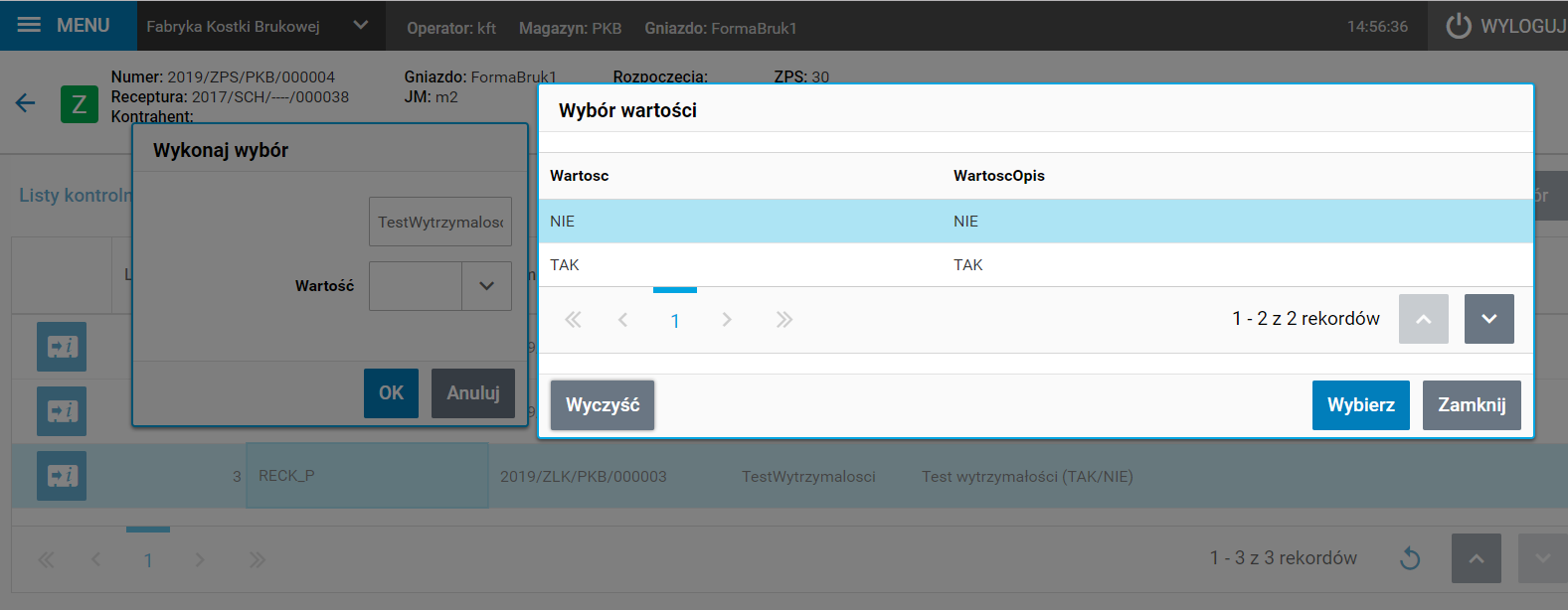
Rys. 8. Wybór dopuszczalnej wartości na liście kontrolnej zlecenia produkcyjnego
Za pomocą tego rozwiązania można na dowolnym etapie produkcji (po wyprodukowaniu określonej ilości półproduktu lub produktu) wprowadzić kontrolę jakości. Kontrola może mieć charakter pomiaru, potwierdzenia przeprowadzenia kontroli lub wyboru z listy dopuszczalnych wartości. Co ważne, obsługa kontroli odbywać się może bezpośrednio na gnieździe produkcyjnym, a jej wyniki można wprowadzać na panelach dotykowych.
Przykład 2
W przedsiębiorstwie produkcyjnym produkowana jest kostka brukowa o wymiarach: 8x10x20 cm. Receptura produkcji wyrobu gotowego wygląda następująco:
Rys. 9. Receptura produkcyjna przykładowego wyrobu gotowego
Dla wyrobu gotowego zdefiniowano dodatkowo recepturę kontrolną dla przezbrojenia gniazda produkcyjnego.
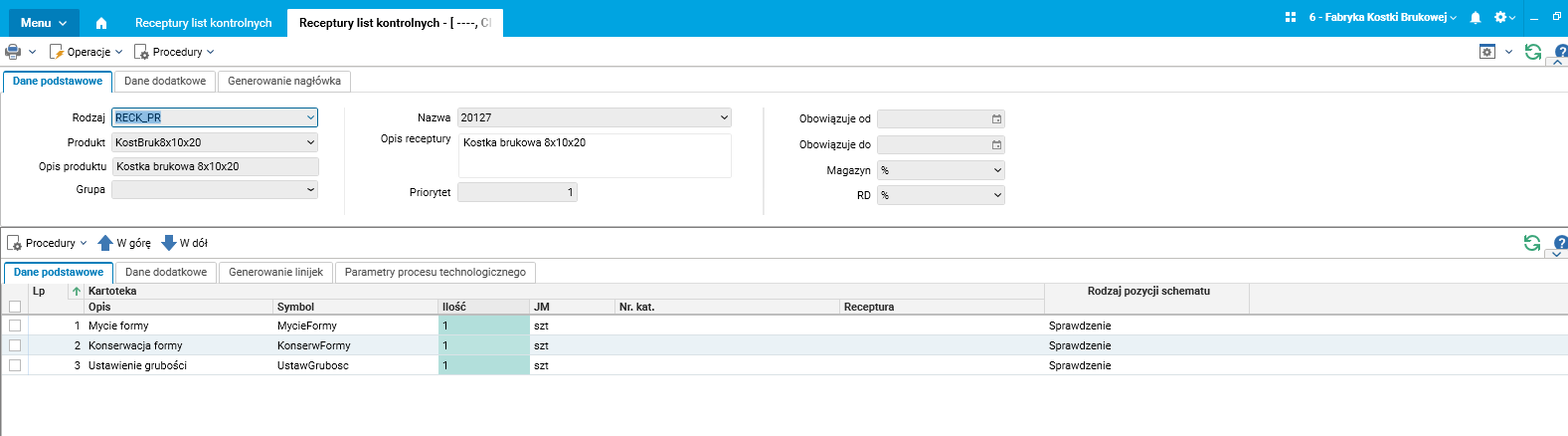 Rys. 10. Definicja receptury kontrolnej przezbrojenia dla wyrobu kostka brukowa 8x10x20.
Rys. 10. Definicja receptury kontrolnej przezbrojenia dla wyrobu kostka brukowa 8x10x20.
Z definicji receptury kontrolnej przezbrojenia wynika, że zanim przystąpimy do produkcji należy wykonać trzy operacje przygotowujące produkcję:
- Mycie formy,
- Konserwacja formy,
- Ustawienie grubości.
Po przystąpieniu do przezbrojenia na terminalu dotykowym pojawi się lista czynności do wykonania. Operator jest zobowiązany do przeprowadzenia wymienionych czynności przezbrojenia, potwierdzając wykonanie poszczególnych czynności.
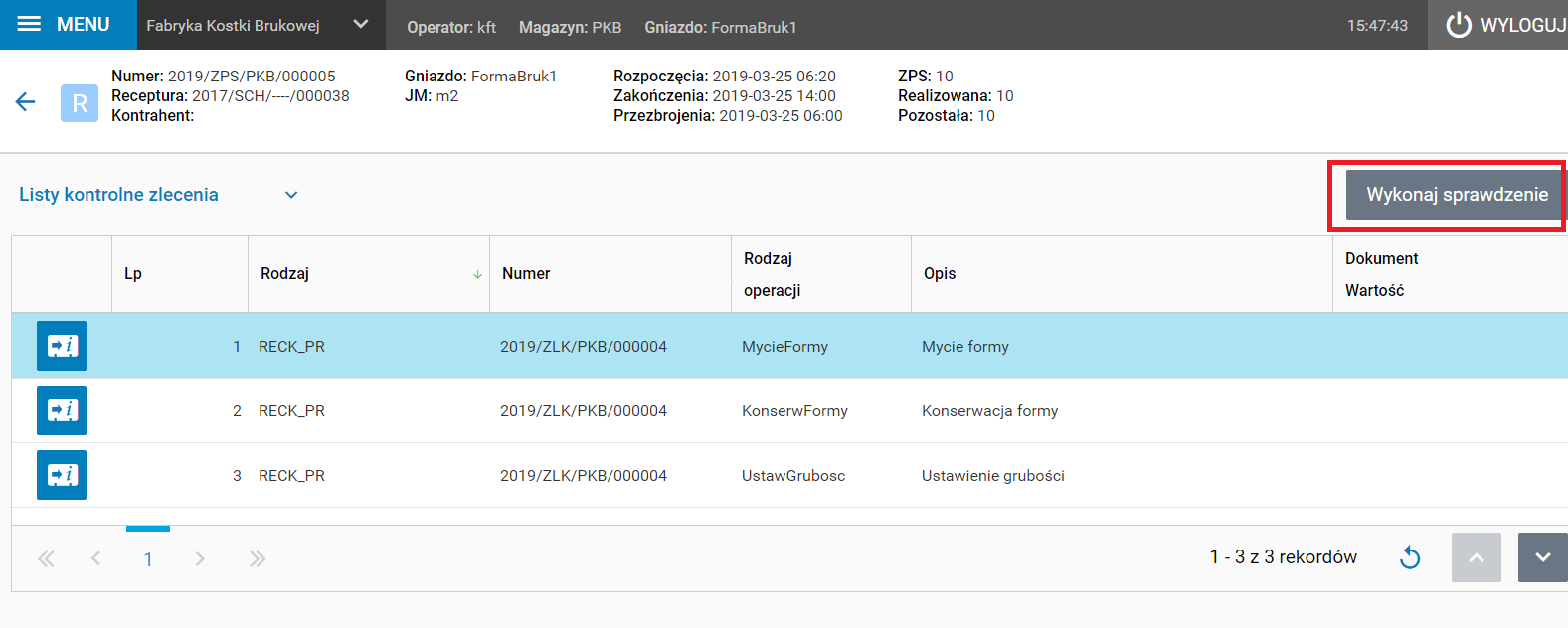 Rys. 11. Praca na listach kontrolnych przezbrojenia
Rys. 11. Praca na listach kontrolnych przezbrojenia
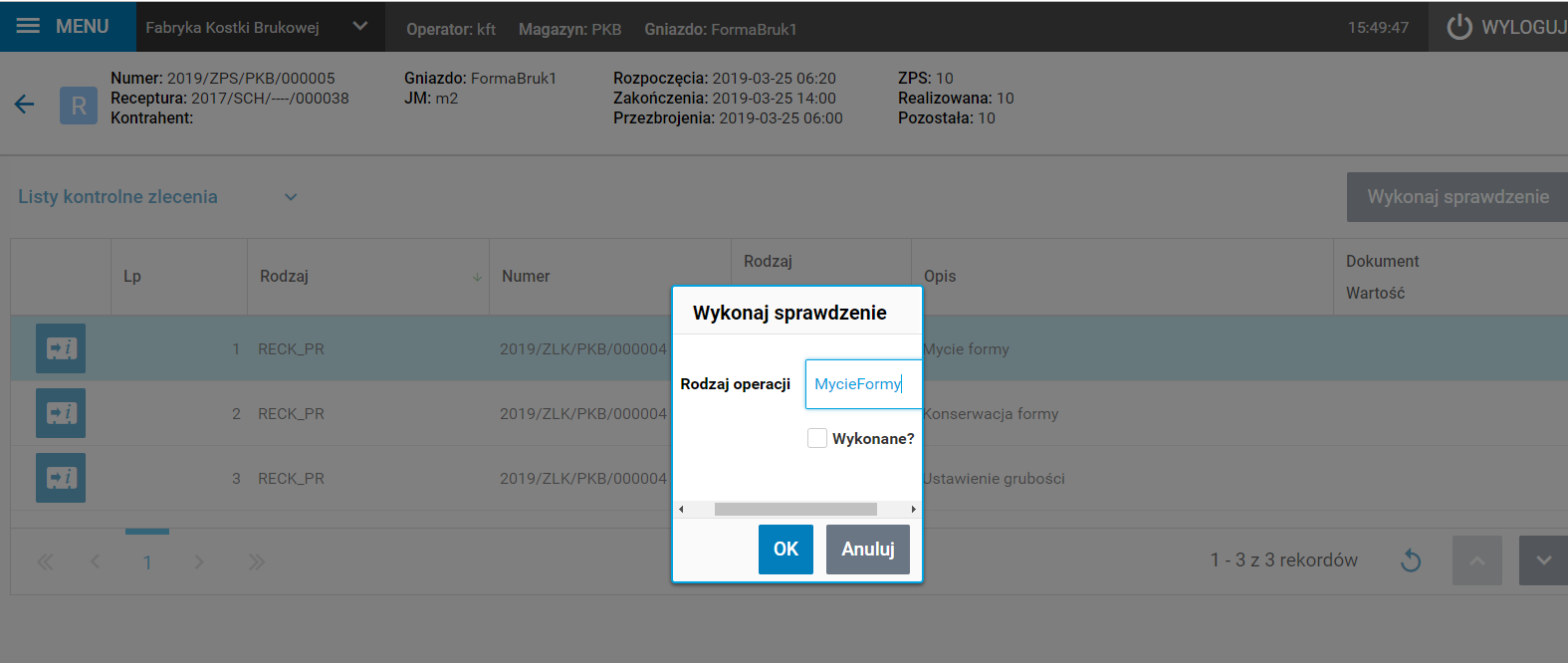
Rys. 12. Potwierdzenie wykonania operacji przezbrojenia na liście kontrolnej.
Po wykonaniu wszystkich czynności przygotowujących można przystąpić do produkcji.
Jakie to daje korzyści
- Poprawa jakości produkowanych wyrobów poprzez wprowadzenie mechanizmu kontroli jakości w trakcie procesu produkcji.
- Możliwość przeprowadzenia kontroli jakości na dowodnym etapie produkcji, co w przypadku wdrożenia jej na początkowym etapie produkcji może ograniczyć straty wynikające z wybrakowanej produkcji i tym samym obniżyć całkowite koszty produkcji.
- Polepszenie relacji z odbiorcami poprzez poprawę jakości dostarczanych wyrobów.
- Obniżenie kosztów związanych z obsługą reklamacji z tytułu wad wyrobu.
- Poprawa efektywności pracy wynikająca ze wspomagania pracownika w obsłudze maszyny lub urządzenia poprzez wskazanie czynności obsługowych i ich prawidłowej kolejności.
- Dłuższa żywotność parku maszynowego oraz wyeliminowanie nieplanowanych przestojów w produkcji wynikających z nieprawidłowo przeprowadzonych przezbrojeń.
- Oszczędność czasu dzięki maksymalnie uproszczonemu interfejsowi użytkownika, który ułatwia pracę i ogranicza wykonywane operacje do niezbędnego minimum podczas wprowadzenia informacji kontrolnych.
- Szybka i łatwa konfiguracja rozwiązania.
Pełną informację o Softlab ERP by Asseco można znaleźć na stronie https://softlab.com.pl/.